


Por qué calibrar nuestra impresora 3D
Una de las principales cosas que debemos hacer al comprar una impresora 3D comercial, optar a fabricar la nuestra propia, o para el caso, realizar cualquier tipo de mejora importante en cualquier impresora que tengamos, es calibrar los parámetros básicos de la impresora, como serían los pasos de los motores de la impresora, cosa que afectará directamente a la interpretación de los comandos enviados a la misma, así como otros aspectos del software que utilicemos.
Para nuestra guía utilizaremos SuperSlicer, un slicer basado en PrusaSlicer, que a su vez utiliza Slic3r como base para su funcionamiento. En la mayoría de casos, todos los slicer nos van a servir para realizar las operaciones necesarias, pero como es de esperar, cada aplicación hace uso de interfaces distintas, por lo que la colocación de algunos parámetros puede diferir entre aplicaciones.
Asimismo, las particularidades del firmware estarán relacionadas con Marlin, el firmware que podemos encontrar en la gran mayoría de impresoras 3D del mercado, a diferencia de Klipper, un firmware considerado superior, especialmente en aplicaciones de velocidad extrema, pero menos común.
Familiarizándonos con nuestra impresora y conceptos básicos
Antes de iniciar cualquier tipo de calibración, tendremos que hacer algunos deberes de antemano, y éstos serán los de familiarizarnos con nuestra impresora, además de tener claros determinados conceptos. Por ejemplo, si estamos reemplazando los husillos del eje Z de nuestra impresora, lo más importante será tener en cuenta el paso de dichos husillos para poder realizar una calibración inicial.

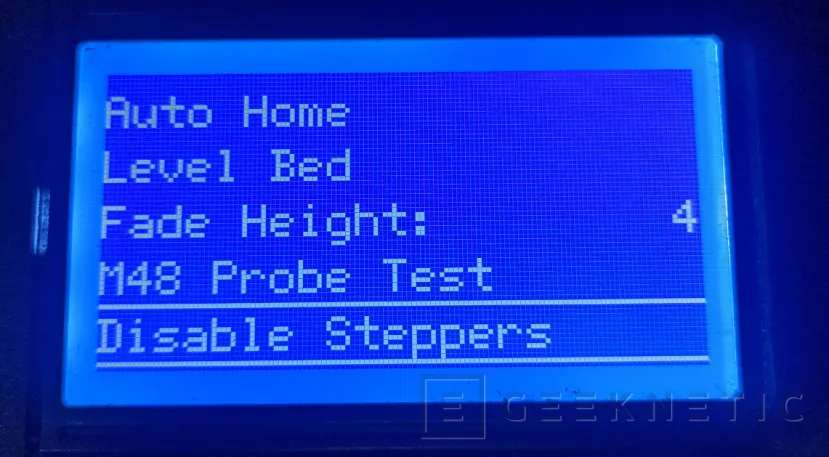
Asimismo, tendremos que saber movernos por el menú de nuestra impresora. En el caso que mostramos, la pantalla es de tipo 12864, la cual cuenta con un dial rotativo para movernos por otras opciones, pero también podemos encontrarnos con que nuestra impresora sea más antigua y cuente con una pantalla de tipo LCD2004, la cual hace uso de un panel más básico, con solamente cuatro líneas de texto y botones de navegación.
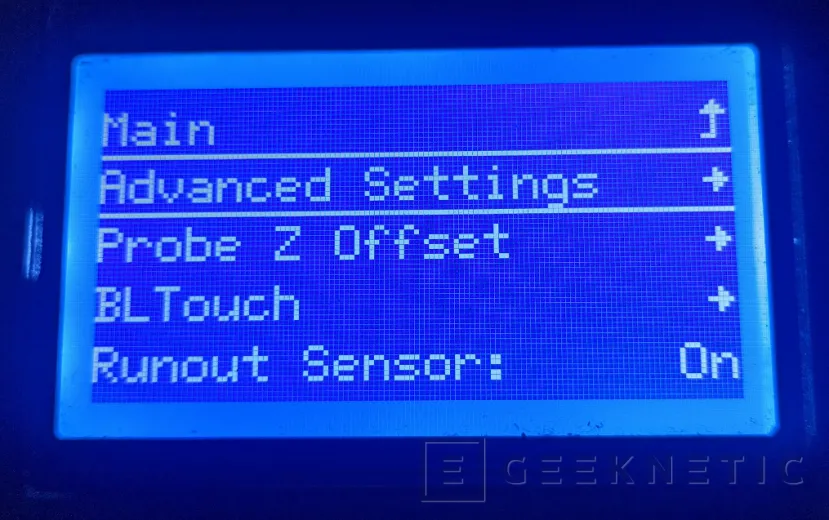
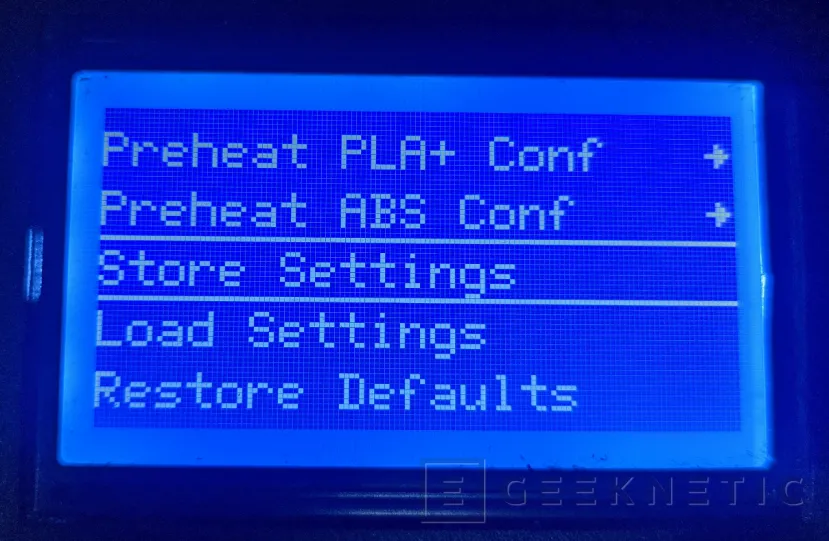
En cualquier caso, en Marlin, la mayoría de los ajustes se encontrarán en el menú de configuración, con algunos escondidos en el menú de configuración avanzada, y si queremos asegurarnos de que se almacenan los cambios entre reinicios, habrá que pulsar en la opción de “almacenar cambios”.
Nivelación de la cama caliente
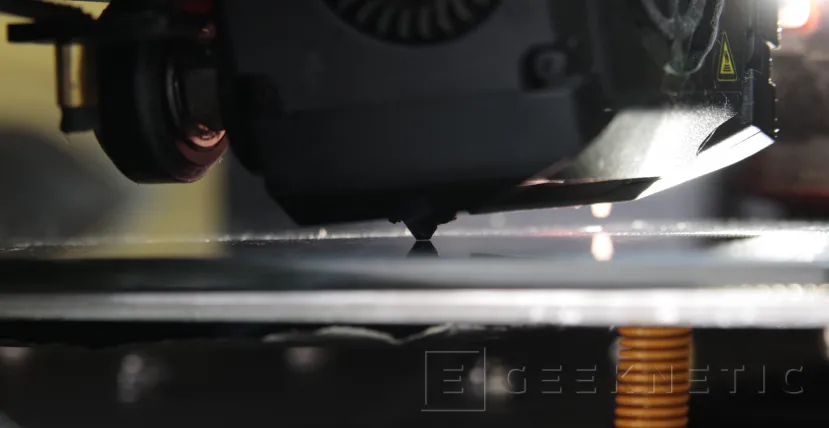
Lo primero que vamos a tener que realizar es un ajuste de la cama caliente, y es que si bien la mayoría de impresoras del mercado ya cuentan con el sensor de fin de carrera correctamente posicionado, la nivelación de la cama caliente puede ser mejor o peor, especialmente si es un kit para montar.
Para ello, pediremos a la impresora que lleve todos los ejes a la posición de origen, donde deberíamos encontrarnos siempre que vayamos a empezar una impresión. Una vez realizado esto, pondremos una hoja de papel entre la boquilla y la cama caliente, y regularemos la altura de la cama de forma que podamos pasar la hoja de papel sin dificultad, pero con cierta resistencia.
Tras realizar esto, deberemos llevar el cabezal de la impresora al resto de puntos de ajuste de la cama caliente, que pueden ser tres o cuatro, y repetiremos el mismo proceso, lo cual nos proporcionará una base de impresión plana y nivelada, evitando así, junto al uso de productos como laca, que se levanten nuestras piezas en plena impresión.
Generalmente se recomienda mover los ejes a través del menú de la impresora o mediante una conexión serie a través del programa de nuestra elección, pero años de experiencia de la comunidad certifican que desactivando los motores en el menú, podemos mover los ejes manualmente sin miedo a dañar nada, siempre y cuando la impresora se encuentre encendida.
Esto es siempre recomendable de hacer, incluso si contamos con un sistema de ajuste automático como sería un sensor BLTouch, ya que si bien la impresora puede compensar el desnivel de la base de impresión, esto puede llevarnos a piezas poco precisas en su cara inferior.
Calibración de los ejes de movimiento
La calibración inicial de la impresora apunta a asegurar que los movimientos de la impresora son exactamente los que queremos, pero al existir un sistema de transmisión por poleas y correa, existen varios factores que pueden contribuir a que los movimientos no sean precisos.
Asimismo, existe un cierto grado de incerteza derivado del proceso de impresión FDM, por lo que aun si nuestra impresora es capaz de realizar los movimientos adecuados, nos podemos encontrar con que los efectos dimensionales que la temperatura provoca al plástico nos hagan medir cotas que no son.
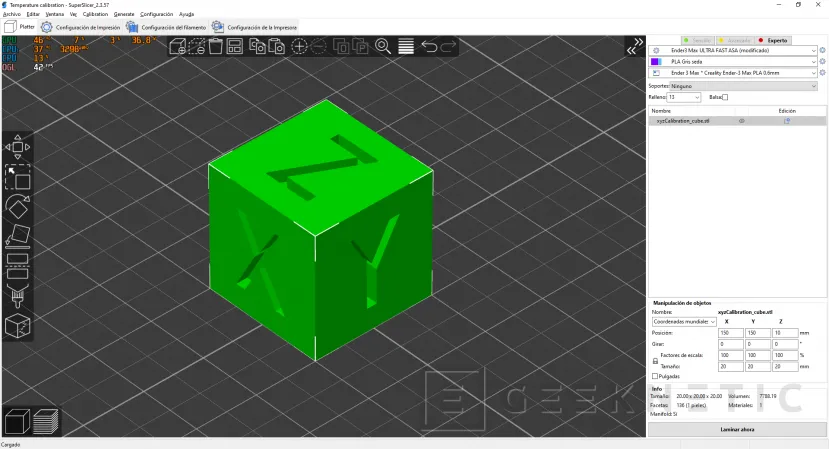
Un clásico de la calibración de impresoras 3D es el cubo de calibración de 20mm, un cubo que simplemente requiere de su impresión a una altura de capa de 0.2mm, o en su defecto, a la altura de capa que vayamos a imprimir habitualmente. Sin embargo, los anteriores efectos dimensionales de los que hablábamos pueden distorsionar las medidas, de modo que es recomendable escalar el cubo, al menos, hasta los 50mm de tamaño, minimizando así el error de medición.
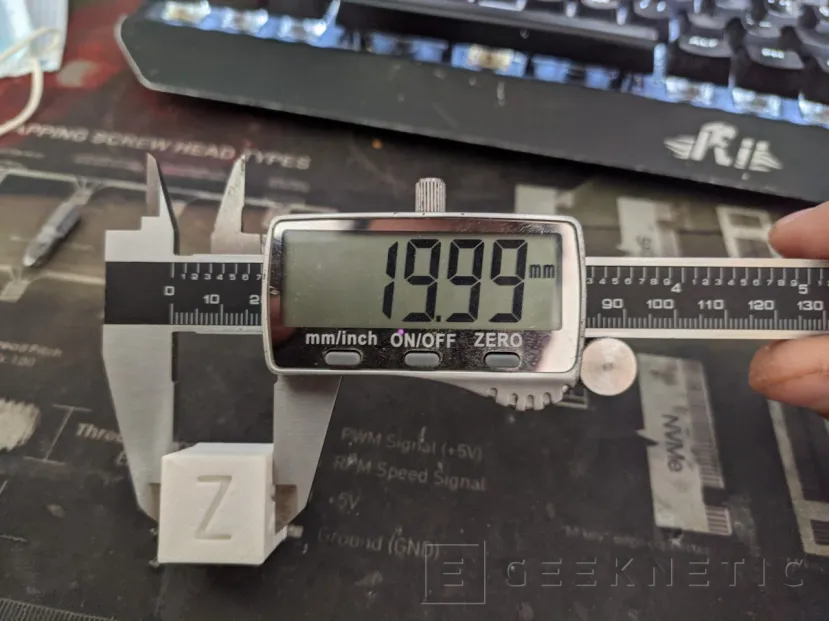
Una vez impreso, nos encontraremos con un cubo cuyas medidas pueden ser o no cercanas a lo que hemos dicho en la aplicación. Por lo general, máquinas como las Ender 3 anuncian una precisión de +-0.1mm en sus movimientos, por lo que si nuestro cubo de 50mm se encuentra entre 49.90 y 50.10mm de tamaño en los tres ejes, no es necesario calibrar ninguno de los ejes.
En caso contrario, tendremos que hacer uso de una sencilla ecuación, que consistirá en lo siguiente:
(Distancia esperada / Distancia impresa) * Pasos por mm actuales = Nuevos pasos por mm
Como ejemplo, si por ejemplo nuestro cubo tiene un lado que mide 51.30mm pese a contar con una supuesta medida de 50mm, y nuestra impresora tiene configurados 85 pasos por mm, la ecuación quedaría así:
(50mm/51.3mm )* 85 pasos = 82,84 pasos por mm
En este caso, tendremos que redondear, ya que por lo general las impresoras con firmware Marlin –el que encontramos en impresoras de las principales marcas como Creality—solo nos permiten un dígito decimal, de modo que el valor a introducir en este caso serían 82,8 pasos por mm en el eje afectado.

Verificaremos de nuevo las medidas con la impresión de un nuevo cubo, y tal como mencionábamos, cuando las medidas se encuentren dentro de los parámetros de precisión del fabricante, podremos seguir adelante.
Calibración del extrusor de la impresora 3D
Lo siguiente que deberemos calibrar, ya que nos encontramos en pleno proceso, es el extrusor. Se trata de un proceso mucho más sencillo en el caso de extrusores remotos –conocidos como Bowden—pero en ambos casos es recomendable hacer, ya que se trata de un ajuste que no habrá que tocar nunca más, excepto si cambiamos algún componente del conjunto de extrusión.
En nuestro caso, con un extrusor Bowden, suele recomendarse sacar el tubo de teflón de alguno de los dos lados, preferiblemente del lado del fusor, lo cual requiere calentar el fusor hasta su temperatura de trabajo, y retraer el filamento la suficiente distancia como para que pueda moverse libremente por el interior del tubo. Lo más sencillo con la mayoría de extrusores será presionar en la palanca de sujeción del filamento y tirar de él, lo cual evitará que giremos el motor manualmente y nos permitirá una extracción rápida.

Sin embargo, en nuestro caso lo haremos extrayendo el tubo del lado del extrusor, ya que las mediciones serán iguales, y se encuentra en un lugar más accesible. Sin embargo, es posible que sigamos necesitando calentar el fusor, ya que muchas impresoras cuentan con una función de seguridad que nos impide extruir plástico con el fusor frío. Técnicamente, podemos hacer las mediciones en la entrada del extrusor, pero esto hará las mediciones mucho más complicadas, y la dificultad de extraer el tubo de teflón no es elevada al tratarse de un elemento que forma parte del mantenimiento periódico de la impresora.
Una vez hecho esto, podremos sacar el filamento hacia delante de nuevo, y haremos una marca con algo que nos la permita ver posteriormente, ya que si usamos por ejemplo un rotulador negro en un filamento oscuro, puede ser difícil ver la marca después. Una vez marcado el punto inicial, pediremos a la impresora que extraiga 50 o 100mm de filamento, tras lo cual realizaremos una nueva marca en el mismo punto y mediremos la longitud extruida.
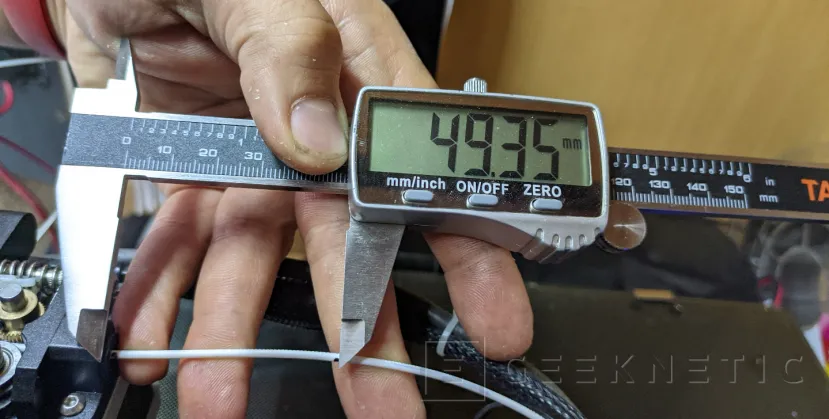
Nos encontramos ante un caso similar al de la calibración de los ejes, de forma que la ecuación será la misma, excepto que en vez de medir un elemento impreso, mediremos directamente en la longitud de plástico que salga por el tubo. Utilizaremos la misma ecuación que en el paso anterior, e introduciremos los pasos nuevos en lo que podría denominarse Eje E en algunas impresoras, pero generalmente será el extrusor.
Repetiremos el mismo paso hasta que la longitud medida sea correcta, y haremos el mismo proceso en todos los extrusores de nuestra impresora en el caso de que tengamos más de uno, como es el caso de las Geeetech A20M, capaces de imprimir a color. Asimismo, a diferencia de las calibraciones con el cubo impreso, esta calibración debe permitirnos llegar a una cifra lo más exacta posible, dado que la precisión del extrusor es mucho mayor.
Ajuste de filamento
A partir de aquí, los ajustes deberán hacerse en nuestra aplicación de preferencia, la cual en nuestro caso es SuperSlicer, y nos permitirá ajustar los parámetros principales para que nuestras impresiones sean satisfactorias y lo más libres de imperfecciones posible. En este caso, nos centraremos en las temperaturas de impresión y las retracciones, las cuales influyen directamente en el acabado de nuestra pieza y los hilos que se generen durante la impresión.
Flujo de impresión
Si bien no es comúnmente calibrado, un parámetro que nos puede proporcionar mayor precisión en nuestras impresiones, y que depende de cada material que utilicemos, es el flujo de impresión. En ocasiones, por motivos que no son importantes en esta guía, un material puede requerir de un flujo ligeramente inferior o superior al predeterminado, ya sea por discrepancias entre el diámetro medio del filamento y el teórico, o por características especiales como el filamento espumoso.
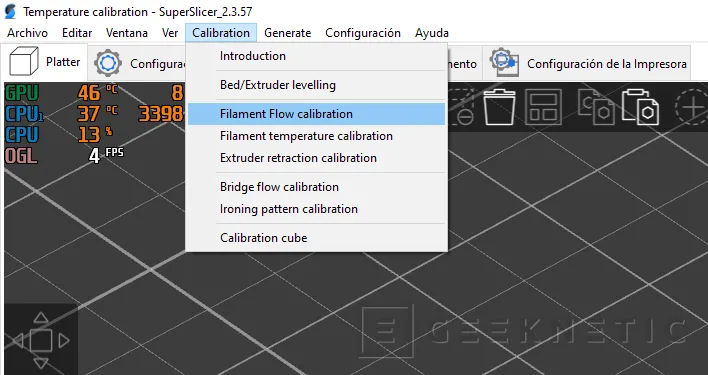
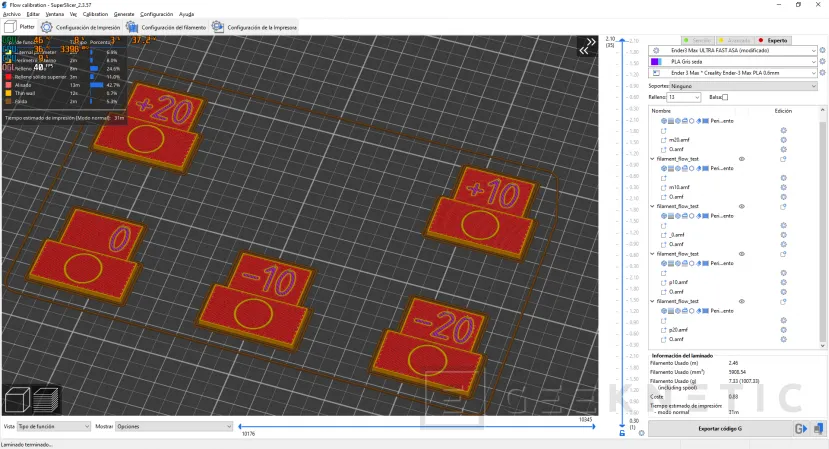
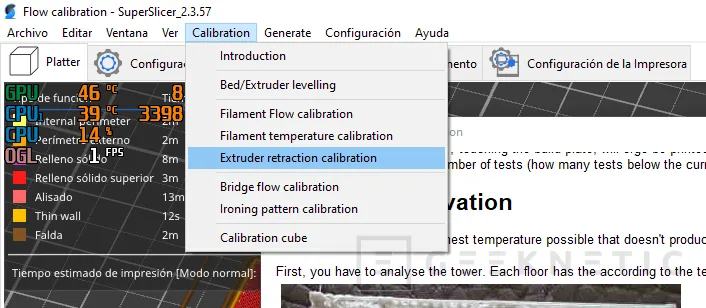
En cualquier caso, antes de llevar a cabo las calibraciones que haremos posteriormente, se debe calibrar el flujo para procurar que las mediciones no queden distorsionadas por idiosincrasias de nuestro material. Para ello, nos dirigiremos al menú superior de calibración, y elegiremos la opción de calibración de flujo, algo que abrirá un asistente con instrucciones de la calibración de flujo.
Esta calibración se realiza en dos pasos, y si bien el segundo paso es relativamente opcional teniendo en cuenta que un filamento con una precisión de +-0.03mm tendrá una variación del 7 por ciento –afectando así al flujo—, la primera fase de esta calibración si es recomendable de hacer para llevarnos a una zona aceptable.
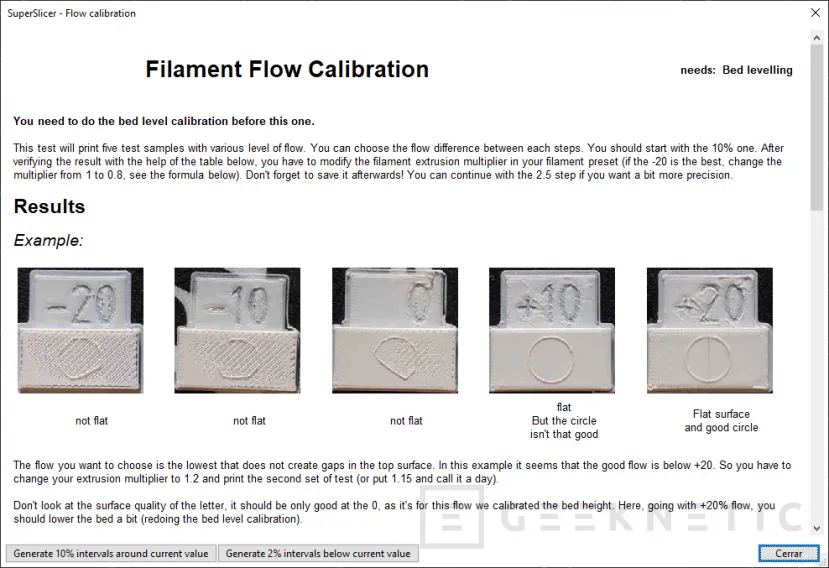
Una vez impresas las piezas, deberemos comparar las piezas impresas a las fotografías y elegir el flujo que corresponda con la pieza que cuente con el flujo más bajo y no deje huecos en la parte superior.
En el caso de SuperSlicer, el flujo de impresión podrá ser modificado en el menú de configuración de filamento, donde encontraremos un campo denominado Multiplicador de extrusión. Para calcular el modificador, debemos tomar el valor actual que tenemos actualmente, y sumarle o restarle el porcentaje seleccionado.
Por ejemplo, si nuestro multiplicador era 1.00, y le debemos sumar un 10%, se quedaría en un 1.10, mientras que si nuestro multiplicador era 1.05 y le debemos restar un 10%, se quedaría en un 0.945. Podemos realizar estos cálculos directamente en la calculadora de Windows.
Temperaturas de impresión
Las temperaturas de impresión, si bien generalmente comprendidas dependiendo del material, pueden variar según la composición exacta del plástico que hayamos adquirido, así como de la precisión de los termistores cuando nos encontramos en temperaturas de trabajo. Por esta razón, es prudente realizar una torre de temperatura cuando vayamos a trabajar con un material nuevo, o en su defecto, queramos afinar a la perfección un material de una marca con la que solemos trabajar.
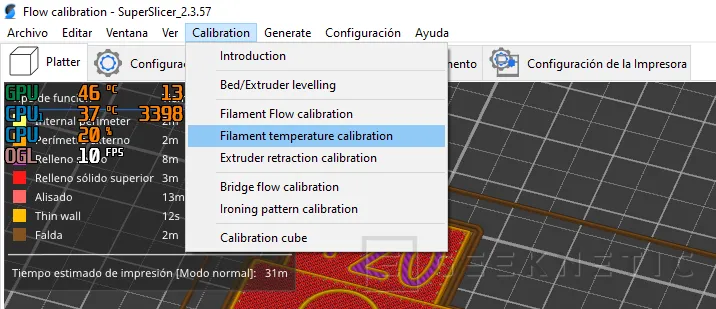
Tal como podemos ver en las imágenes, para crear una torre de temperatura deberemos dirigirnos al menú superior de calibración, y seleccionar la opción de calibración de temperatura, donde nos aparecerá un dialogo en el que podemos configurar el test de calibración en sí, además de contar con distintas instrucciones al respecto.
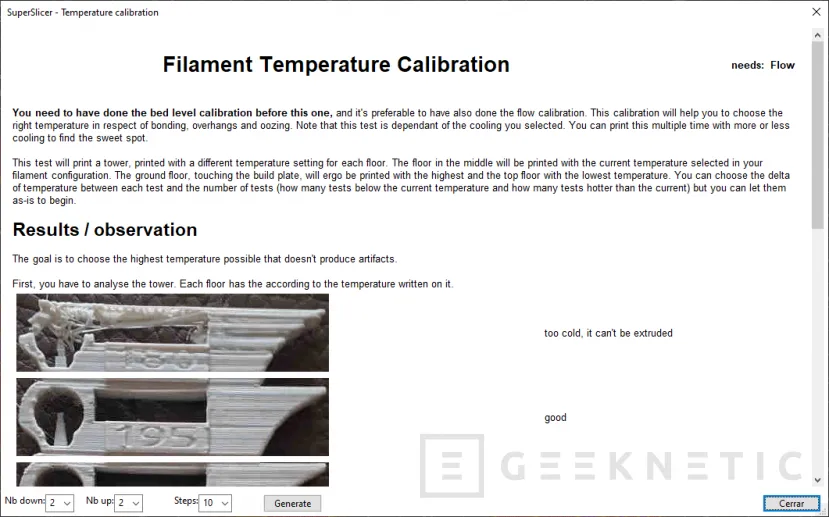
En resumidas cuentas, el configurador tomará la temperatura de trabajo que tenemos configurada e imprimirá una torre de temperatura con temperaturas por encima y por debajo de la misma, permitiéndonos comparar en una misma pieza el desempeño de cada temperatura con el material que estemos utilizando.
Una vez finalizada la pieza, primero deberemos observar el acabado de cada sección de la torre, donde de nuevo, contamos con una guía gráfica de los acabados correctos e incorrectos de la torre, aunque con la pieza en la mano, será relativamente intuitivo ver cuáles son las temperaturas que no han quedado bien.
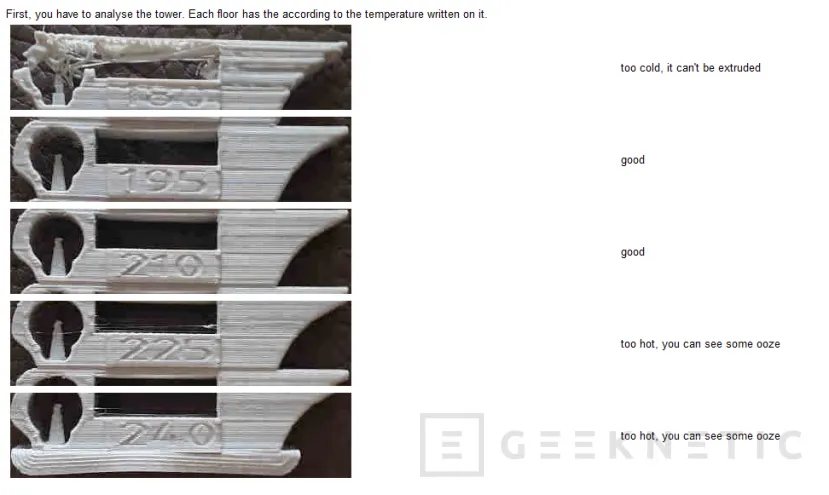
Es posible que existan distintas temperaturas que cuenten con un buen acabado, y si bien imprimir en la temperatura más baja posible suele ser bueno para el acabado estético de la pieza, puede ser problemático para su resistencia, razón por la que deberemos proceder a intentar romper las distintas secciones de la torre. Si una sección aparentemente correcta puede delaminarse con las manos, definitivamente no es una sección correctamente impresa, y necesitaremos pasar a una temperatura superior.
En cualquier caso, cuando hayamos encontrado una temperatura adecuada, podremos pasar a la siguiente fase de calibración, que es la de las retracciones.
Retracciones
Por lo general, cuando nuestras retracciones no sean las correctas, nos encontraremos principalmente con dos problemas distintos dependiendo del error. Si nuestras retracciones son demasiado cortas o están desactivadas, veremos cómo nuestras impresiones sufren de hilos en sus recorridos sin extrusión, mientras que si nuestras impresiones muestran huecos en sus perímetros, lo más probable es que nuestras retracciones sean demasiado largas.
Un síntoma secundario que nos puede acompañar si contamos con retracciones demasiado largas son atascos ocasionales en el fusor, provocados por la entrada de plástico fundido en el tubo de teflón que separa el fusor del extrusor. En cualquiera de los casos, una calibración de retracciones nos permitirá ajustar este parámetro.
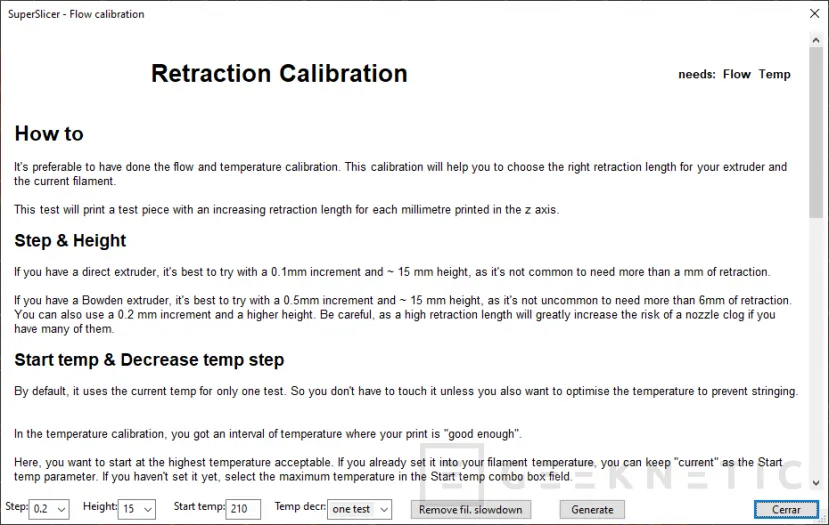
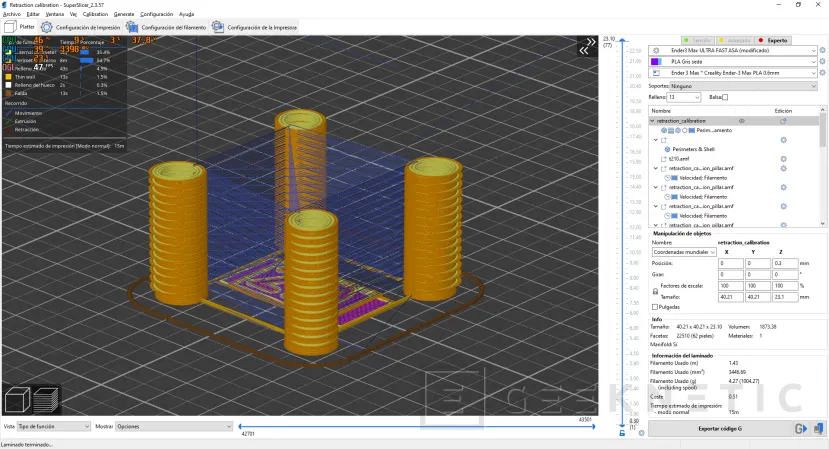
Volviéndonos a dirigir al menú de calibración, seleccionaremos la opción de calibrar las retracciones, lo cual nos volverá a proporcionar un asistente en el que podremos cambiar algunos parámetros del test. Lo más apropiado será dejarlos por defecto, lo cual imprimirá unas torres con aspecto de rosca que nos permitirán medir con facilidad la altura a la que los hilos dejan de aparecer.
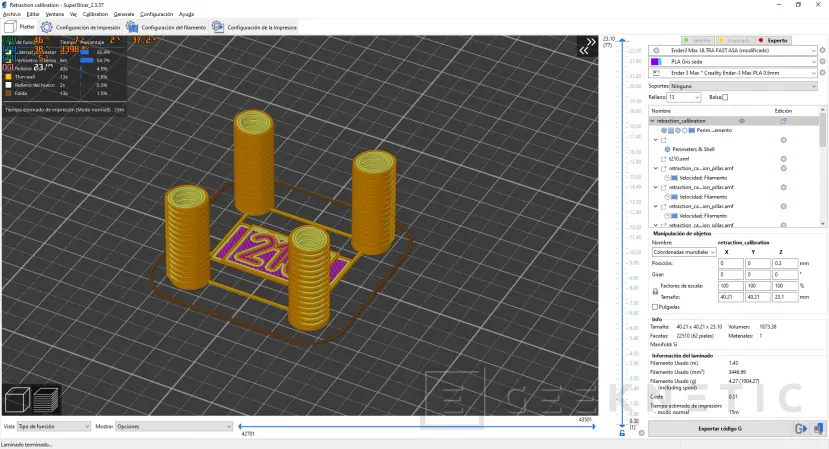
Tras realizar la impresión, veremos cómo los hilos se hacen cada vez menos y menos prominentes, hasta que en una altura determinada desaparecen. Esto coincidirá con uno de los círculos de cada torre, de modo que solo tendremos que contar los círculos que hay desde la base hasta la zona sin hilos, multiplicarlos por 0.2 –el valor por defecto de los pasos del asistente—y colocar dicho valor en nuestro perfil de impresión.
Este valor debería ser el mismo tanto para retracción como para desretracción, pero en el caso de que nos encontremos con bolas en los perímetros de nuestras piezas, y éstas coincidan con las ubicaciones de desretracción, podremos reducir en cierta medida esta cifra para contrarrestar el problema, pues es un fenómeno físico provocado por la combinación entre la presión residual dentro del fusor tras una retracción y la gravedad que empuja el plástico de nuevo hacia afuera antes de la desretracción.
En cuanto a las velocidades, se recomiendan velocidades de 50mm/s para la retracción y 20mm/s para la desretracción, pero si nuestra impresora es capaz de proporcionar velocidades mayores para la retracción de forma fiable, podemos experimentar con los resultados que esto proporcione.
Probar nuestros nuevos ajustes con una pieza de nuestra elección
En este momento, ya deberíamos contar con una impresora calibrada para poder empezar a imprimir con cierta confianza. Existen otros muchos parámetros que podemos calibrar, como serían las aceleraciones en una dirección, las aceleraciones en cambios de dirección, la no perpendicularidad de los ejes de movimiento, y un sinfín de opciones que pueden dar sutiles cambios a la calidad de impresión y que nos pueden llevar horas, sino días de testeo y calibración.
Es por ello que, tras esta calibración inicial, es recomendable imprimir alguna pieza a nuestro gusto para comprobar que hemos hecho todos los pasos correctamente y la calidad de impresión definitivamente no ha sufrido, sino que en todo caso haya podido mejorar.
En repositorios online de STL como thingiverse podemos encontrar todo tipo de diseños específicos para verificar la correcta calibración de la impresora 3D, pero también es posible usar cualquier pieza para ver qué la calidad y medidas son las deseadas.

Siempre podemos encontrarnos, especialmente en el caso de que hayamos montado alguna mejora en la impresora, de que algo no esté exactamente donde debería. En el caso de que ocurra esto, lo primero que debemos hacer es revisar que hemos realizado un montaje correcto, y asegurar que las especificaciones sobre las que hemos trabajado son las correctas.
Por ejemplo, un husillo de eje Z generalmente requiere de 400 pasos por mm, pero si contamos con una varilla roscada este valor será extremadamente superior, del orden de los 2500 pasos por mm, lo cual puede provocar que no podamos realizar algunas calibraciones iniciales al encontrar disparidades tan altas.
Fin del Artículo. ¡Cuéntanos algo en los Comentarios!







